






Производител на 3D заварување со врвен квалитет со тела за подни жици
Видео
Функција
За контрола на квалитетот на подната тава и поддршка за подобрување на стапката на капацитет на автомобилската производна линија.
Спецификација
| Тип на прицврстување: | Лачно заварување |
| Големина: | 2200х1200х900мм |
| Тежина: | 115 кг |
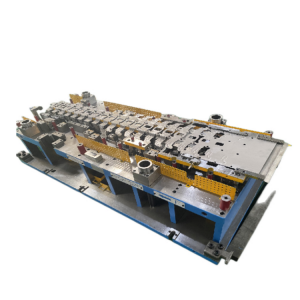
Детали за производот



Детален вовед
Еве неколку типични дизајн структури:
• Едноставна структура за позиционирање (игла за позиционирање)
Главно се користи во главната позиција на иглата за позиционирање.
• Едноставно потпорно стегање (стегач)
• Отпис (завртка)
Главно се користи во главната линија, до сложената линија и главното позиционирање на долната линија.
• СТОПЕР гранична структура
Со цел да се спречи силата на компресија или ударот предизвикан од преголема деформација на парчињата или гребење на површината на делот;Насоката на дебелина на плочата за стегање има барања за точност (игла за позиционирање);Должината на механизмот за двојно вртење или рокерската рака е преголема;Кога аголот на потпорната површина е преголем;Има поголем ексцентричен вовлекувач на растојание.
• СТЕГА ЗА ПИН
Непреченост на пиновите и деловите - точка на вртење и работното парче во линија;Мора да има конечен СТОПЕР.
• HLINK структура
Кога висината на отворот на стегачката рака е ограничена и кога се бара аголот на отворот да биде голем, или траекторијата на движење на стегачката рака е ограничена, треба да размислиме за користење H-LINK, што е различно од обичната врска во неговата употреба.Треба да избереме цилиндри со CYL BRACKET, кои немаат замав при движење, и да користиме анти-држач за прицврстување на цилиндрите.
• Секундарна SWING структура (двојно превртување)
Прицврстувач со двојна основа
Во прилог на типичната структура, постои флексибилна комбинација на двигател за брзо менување - двојна клешта на плочата BASE, која во голема мера може да го скрати времето на прилагодување на замена на жига и да ги намали трошоците за производство;Употребата на ротирачката маса BASE во приклучокот за секундарно склопување прави интелигентната висока флексибилност на тела да стане реалност.Овој режим на брзо префрлување во голема мера го скратува времето на замена и дебагирање на тела и ги намалува трошоците за производство.
Карактеристики на тела со Double BASE:
Уредот со двојна BASE ги има предностите на едноставна структура, неколку врски за склопување и добра ригидност, лесни за префрлување модели, надградба на производот и потреби за автоматска обработка, а неговите главни карактеристики вклучуваат:
1) Двоен BASE тела има универзалност, системот на тела има доволно флексибилност, може да се прилагоди на барањата за обработка на различни модели, целокупното тело на линијата може повторно да се користи.
2) Прицврстувачот со двојна основа има едноставна структура, практично склопување и расклопување и е погодно за брзо префрлување на следните модели.
3) Двоен BASE тела има доволно сила и вкочанетост, тела собранието, процесот на префрлување може ефикасно да се обезбеди обработка на точноста на делови.
4) BASE спецификациите на двојните BASE тела треба да бидат унифицирани, прилагодливи за повеќекратна употреба и компјутеризирани за склопување и управување.
Состав на двојна основа:
Прицврстувачот со двојна BASE е составен од два дела: дел од телото на линијата на прицврстувачот и специјалното прицврстување.Делот од каросеријата на линијата за прицврстување е составен од општиот дел на прицврстувачот и стандардните компоненти.Специјалниот дел за прицврстување зависи од механизмот и употребата на деловите на производот.
Структурата
1. Прицврстете го жичаното тело
Основните компоненти на двојната BASE тела вклучуваат универзална линија на тела, рамка за прицврстување и стандардна матрична површина BASE (види Слика 2);
2. Заградите
Главните компоненти на скелетот за жига вклучуваат различни дихтунзи, дихтунзи и аголни седишта;
3. Позиционирање на делови помеѓу компонентите и компонентите на вистинското позиционирање на делот
Вклучува разновидни блокови за позиционирање, иглички за позиционирање, потпори за позиционирање и осветлување на профилот.
4. Прицврстувачите
Вклучува стандардни иглички и иглички за колони, кои се главните делови што се користат за поврзување на две BASE плочи.
Технички барања за тела
Во прилог на соодветните технички барања на општата опрема, следните технички барања треба да се земат предвид во фазата на дизајнирање на двојната БАЗЕ тела:
▲ Основа за жигање и потпорно седиште
Главната структура на линијата за жига е дизајнирана во согласност со GB2804, а главните компоненти се направени од висококвалитетен челик со нискојаглероден легиран.По кражбата и гаснењето, површинската цврстина на компонентите бара HRC да достигне 58 ~ 65, а внатрешната цврстина да достигне HRC 35 ~ 40, за да се осигура дека основата на жига има доволно цврстина, цврстина, отпорност на абење и стабилност.
Главната димензионална точност на компонентите на прицврстувањето е иста како и општата опрема, достигнувајќи ниво ISO6 ~ 7, толеранцијата на хоризонталната дупка за позиционирање и површината на податоци е ± 0,05 mm, толеранцијата помеѓу дупката за позиционирање и дупката за позиционирање е ± 0,02 mm, грубоста на податокот на површината е 1,6 μm.
Главната бленда на BASE плочата има две серии D28 и D16.На површината на масата со висока прецизност, кружните дупки на D28 се рамномерно распоредени на секои 100 mm или φ16 mm на секои 50 mm.Овие дупки може да се користат за спојување на модули за позиционирање и приклучоци за прицврстување со различни функции.
Работниот тек
1. Го прими налогот за купување---->2. Дизајн---->3. Потврдување на цртежот/решенија---->4. Подгответе ги материјалите---->5. ЦПУ---->6. CMM---->6. Склопување---->7. CMM-> 8. Инспекција---->9. (3-ти дел инспекција ако е потребно)---->10. (внатрешна/клиент на лице место)---->11. Пакување (дрвена кутија)---->12. Испорака
Време на испорака и пакување
45 дена по одобрениот 3D дизајн
5 дена преку Express: FedEx by Air
Стандардна извозна дрвена футрола
Ќе додадеме фиксирање на дрвени блокови во внатрешните кутии за да се осигураме дека прицврстувањето е безбедно при транспортот.Средство за сушење и пластична обвивка ќе се користат за да се заштити тела за проверка од влага при транспортот.





.png)
.png)